
TM 55-203
(18) Wheels and axles are moved from the
the wheel pairs received at the wheel shop have been
boring mills and the axle lathes to the mounting press.
Inspected and marked as to disposition, they are sent
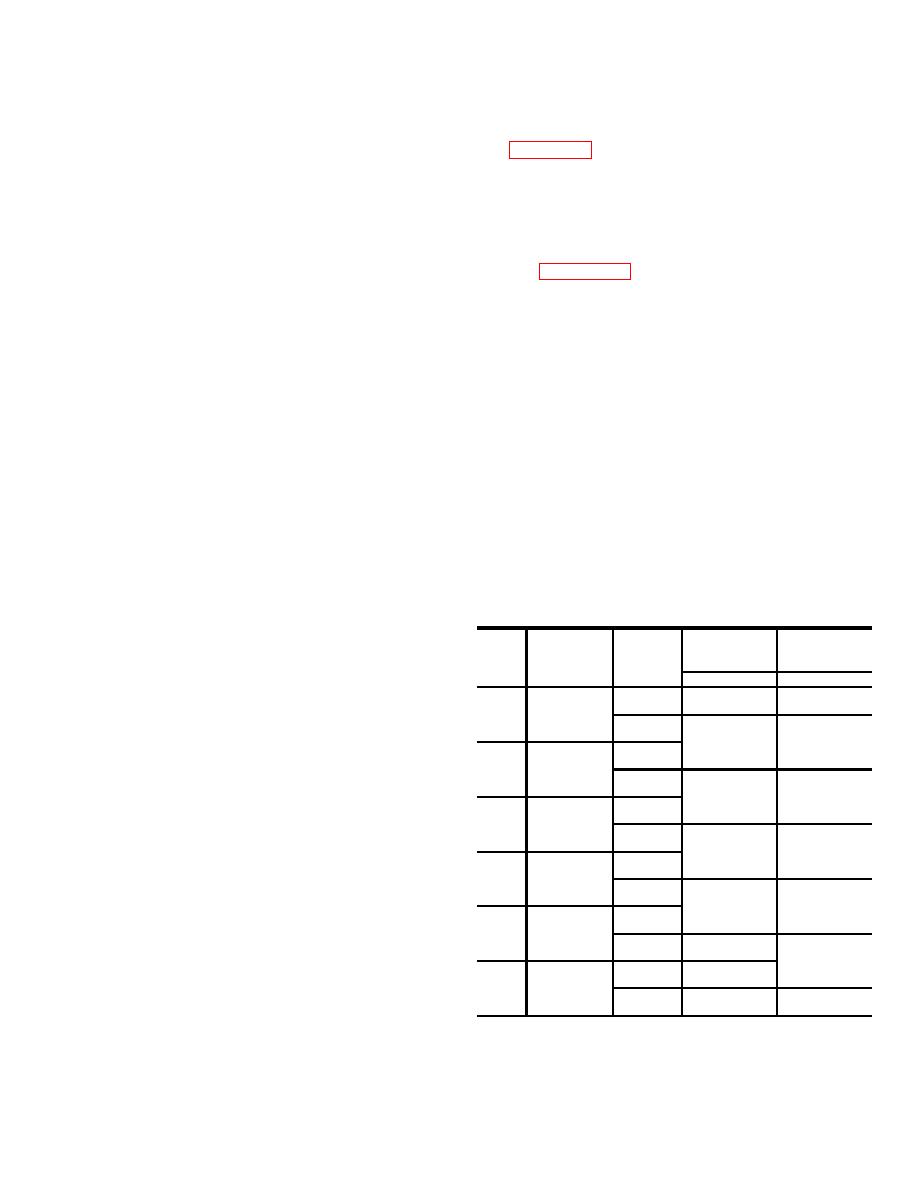
See figure 18-1 for AAR-approved mounting pressures.
through the shop in different directions depending upon
(19) Mounted wheels are given their final
the nature of the operations to be performed.
shop inspection before storage or shipment.
b.
The following outline shows a typical
(20) A protective coating is applied to axle
sequence of operations in a car wheel shop handling all
journals.
types of wheels.
(21) Finished wheel pairs are moved to
(1)
Wheel pairs are moved from the
storage or are loaded on cars for shipment.
railroad car to the demounting press.
c.
(2)
Wheels are demounted from the
flow of 100 wheel pairs and the course through the shop
axles.
taken by the parts necessary to complete them,
(3)
Axles
are
moved
from
the
including the assembly of the necessary finished parts,
demounting press to the axle lathes, axle storage, or
both new and from storage. The quantities may vary
scrap axle bin.
considerably from one shop to another, depending upon
(4)
Individual wheels are moved from the
the number of cast iron or steel wheel pairs received,
demounting press to the wheel storage or scrap wheel
whether the wheel pairs are ground, treads turned, or
bin.
journals turned; and whether diesel wheelwork is
(5) Wheel pairs are moved from the railroad
included in the shop operations. This chart shows the
car to the wheel grinder, wheel lathe, or Journal-turning
sequence of operations on wheels, axles, and wheel
lathe.
pairs.
(6)
Individual wheels are moved from
storage to the wheel boring mills.
(7)
New axles are moved from storage to
18-20. Handling Wheel Pairs
the axle lathes.
(8)
New cast iron or wrought-steel wheels
a.
It is the usual practice to transport wheel
are bored.
pairs in special cars designed and regularly assigned for
(9)
Secondhand cast iron or wrought-
wheel service, although gondolas may be used. A
steel wheels are bored
standard flatcar or gondola will accommodate
(10) New or secondhand axles are
machined.
WHEEL PRESS PRACTICE
(11) Journals on new or secondhand axles
Nominal
are burnished.
Class
Wheel
Cast Iron
Steel
of
Journal
Seat
Wheels
Wheels
(12) Journals on mounted wheel pairs are
Axle
Size
Diameter
Min - Max
Min - Max
refinished by turning and burnishing.
(13) Treads on new or secondhand cast iron
5 1/8"
30
55
50
70
A
3 3/4" x 7"
or wrought-steel wheels are ground.
5 1/2"
(14) Treads on wrought-steel wheels are
35
60
55
80
turned.
5 3/4"
B
4 1/4" x 8"
(15) New or secondhand axles are centered
6 5/16"
or recentered.
40
65
70
100
(16) Axles are inspected for defects by the
6 1/2"
Magnaflux, Magnaglo, X-ray, or Whiting method.
C
5" x 9"
7"
(17) Wheels and axles are matched for
45
70
75
110
mounting. To secure the greatest value from both the
7"
wheel seat and the hub bore, it is preferable to mount
D
5 1/2" x 10"
new wheels on secondhand axles with wheel seats
7 9/16"
50
75
80
120
reduced in diameter; and to mount secondhand or worn
7 518"
wheels with increased bore diameter on new axles or
6" x 11"
E
those with comparatively large wheel seat diameters.
8 1/4"
55
80
85
130
New wheels must never be bored for application to
8 1/8"
oversize wheel seats. The wheel bore should always be
6 1/2" x 12"
F
fitted to the axle, not the axle to the wheel bore. See
8 3/4"
90
140
figure 419 for example of selection of wheels and axles
*Nominal Wheel Seat Diameters of A A R Axles
for mounting.
No tolerances permitted below minimum or above
maximum pressures shown above
Figure 18-1. Wheel mounting pressures, in tons.
18-7

 Previous Page
Previous Page
