
TM 55-203
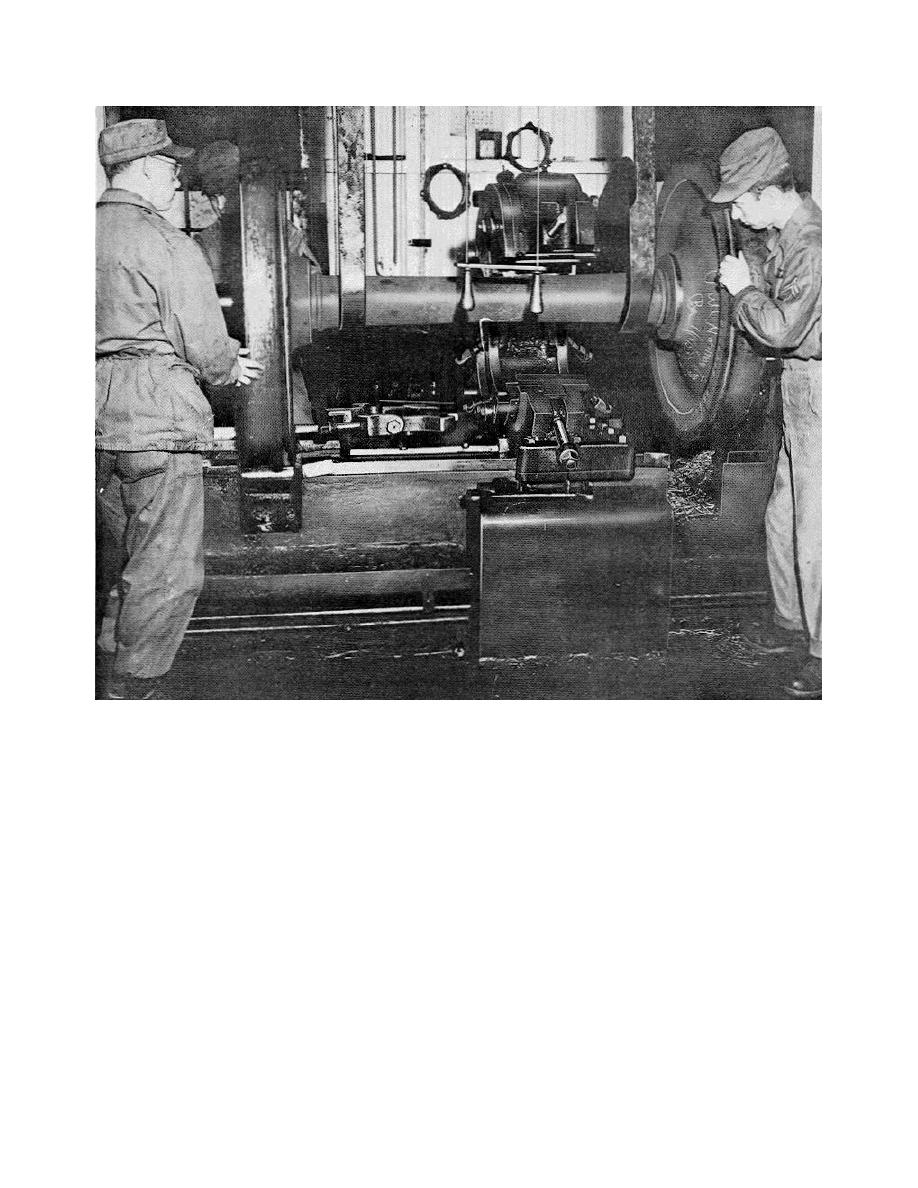
Figure 18-6. Typical center-drive journal lathe.
limit. Wheel shop foremen, inspectors, and wheel-lathe
should not have to force his machine in order to turn out
operators should be thoroughly familiar with wrought-
the requisite number of wheels. If he does, the finished
steel wheel defects.
surface will have chatter marks or the fish scale
appearance, which indicates poor workmanship.
(3)
Normally, the turning of wheels is
performed to correct ordinary service defects, such as
(2)
The tools necessary to complete the
thin flanges, vertical flanges, high flanges, and slid-flat
operation of restoring the tread and flange contour are a
spots. The tread should be machined to a smooth
roundnose roughing tool or round-button tool, which is
finish. If a wheel is turned and released for service after
used to cut the top off the flange and to rough off the
too rough a cut, it will be worn away rapidly by the rail
tread to within about 3/32 of an Inch of the finished tread
and brakeshoe.
Moreover, brakeshoes may grab,
surface, and three finishing tools The finishing tools are
causing slid-flat spots, which in turn result In thermal
forming blades and act as scrapers rather than as
checking.
ordinary cutting tools. All the tools are held in a turret
type of sliding toolpost, so that it is not necessary to
b.
Lathe and Tools
change tools during the operation.
(1)
To get a good head surface, a sturdy
lathe with ample power is necessary. A lathe operator
18-15

 Previous Page
Previous Page
