
TM 55-203
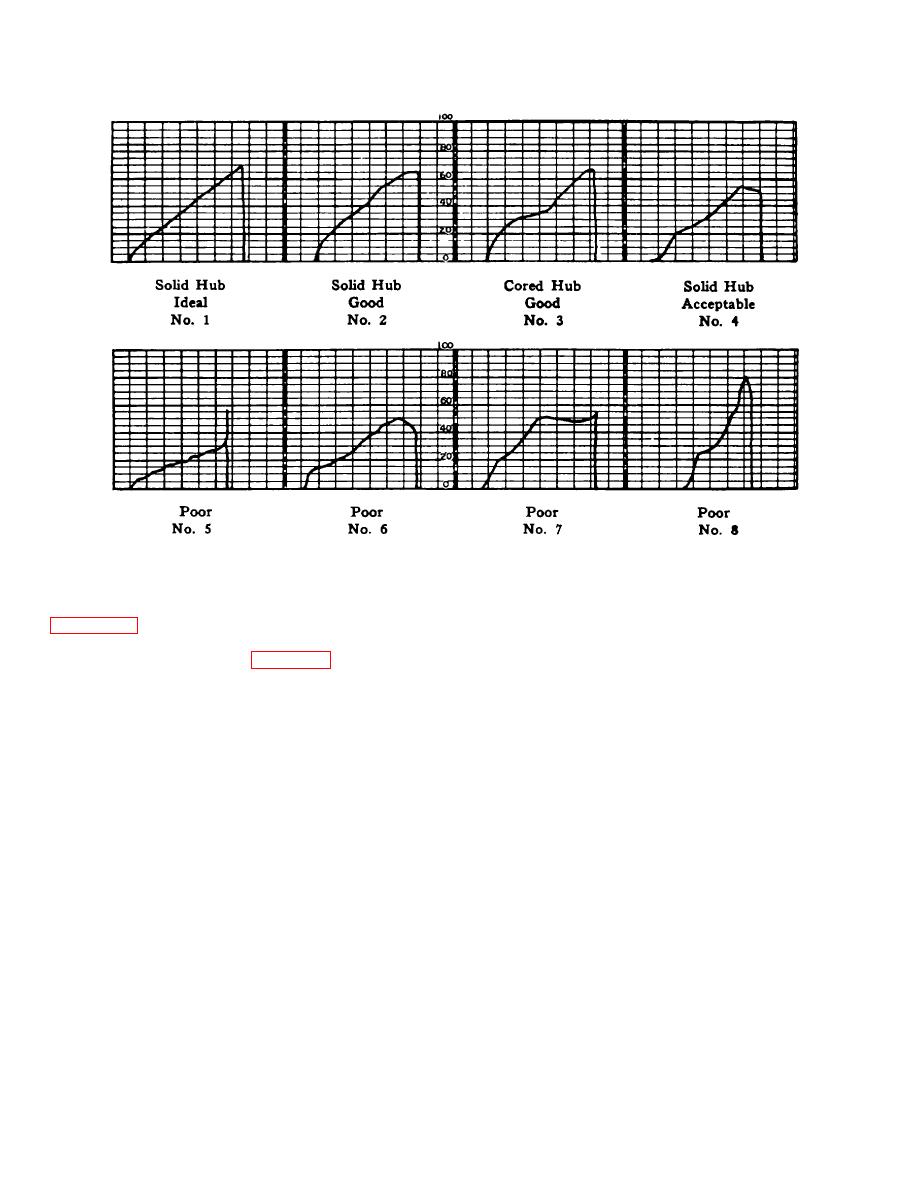
Figure 18-4. Wheel-fit pressure diagram.
c.
During mounting, the pressure gage must
of all wheel pairs be made before they are placed on
storage tracks or are loaded for shipment.
be watched and, if pressure is outside the limits given in
e.
Wheels must be mounted centrally with
plainly marked "misfit." Misfit mountings must be
corrected. The limits given in figure 18-1 apply to wheel
respect to the center of the axle. A suitable axle center
fits of the multigage fleet of Department of Army cars.
gage similar to those shown in AAR Wheel and Axle
In mounting the wheels, both Journals must be
Manual and the mounting gages shown in figures 4-18
protected with efficient guards during the entire
and 4-19 should be used. If rims and flanges do not run
operation to prevent nicking and scratching the surfaces
in a plane at right angles to the axis of the axle, the
of the journal.
wheels will take the mounting gage at only 1 or 2 of 3
equidistant points on the circumference of the wheels.
d.
Immediately before the wheels are placed
The journals and wheel treads must be checked and, if
out, must be turned to within prescribed tolerances.
on the axle, the wheel seats and the bore of the wheels
Wheels that will not take the mounting gage at any of
must be carefully cleaned and coated with a mixture of
the three points must be demounted and checked for
basic carbonate white lead and boiled linseed oil in a
diagonal bore and the axle checked to see whether it is
proportion of 12 pounds of white lead paste to 1 gallon
bent. If the axle is bent and shows a runout of more
of boiled linseed oil, thoroughly mixed. A fresh supply
than 1/4-inch at the center, it should be straightened, if
should be mixed every few days. If desired, ready-
possible. Flat spots and other forging irregularities
mixed white lead compound may be purchased in gallon
should be compensated for in measuring 1/4-inch
containers of approximately 14 pounds each Its
runout. Axles which cannot be straightened must be
specifications must comply with regulations. Wheels
scrapped.
are placed on the ends of the axle, the assembly rolled
into the press, and the axle pressed into the bore of the
f.
New wheels mounted on the same axle
wheel. Then the axle and wheels are reversed and
rolled back into the press and the process is repeated
must be of the same tape size and bear the same tape
for ,the other wheel. It is essential that a final inspection
size marking.
Secondhand wheels should be as
18-10


 Previous Page
Previous Page
