
defect is detected, the wheel should be removed and turned on a wheel lathe. A cut, called a spotting cut, 3/8
inch deep should be made in the tread with a round-nosed roughing tool. If the cut exceeds the depth of the
shelled area, all of the tread and flange should be shaped to the original contour. If the spotting cut fails to
exceed the depth of the shelled area, the wheel should be set aside for further inspection and the shelled area
coated with a heavy lubricant.
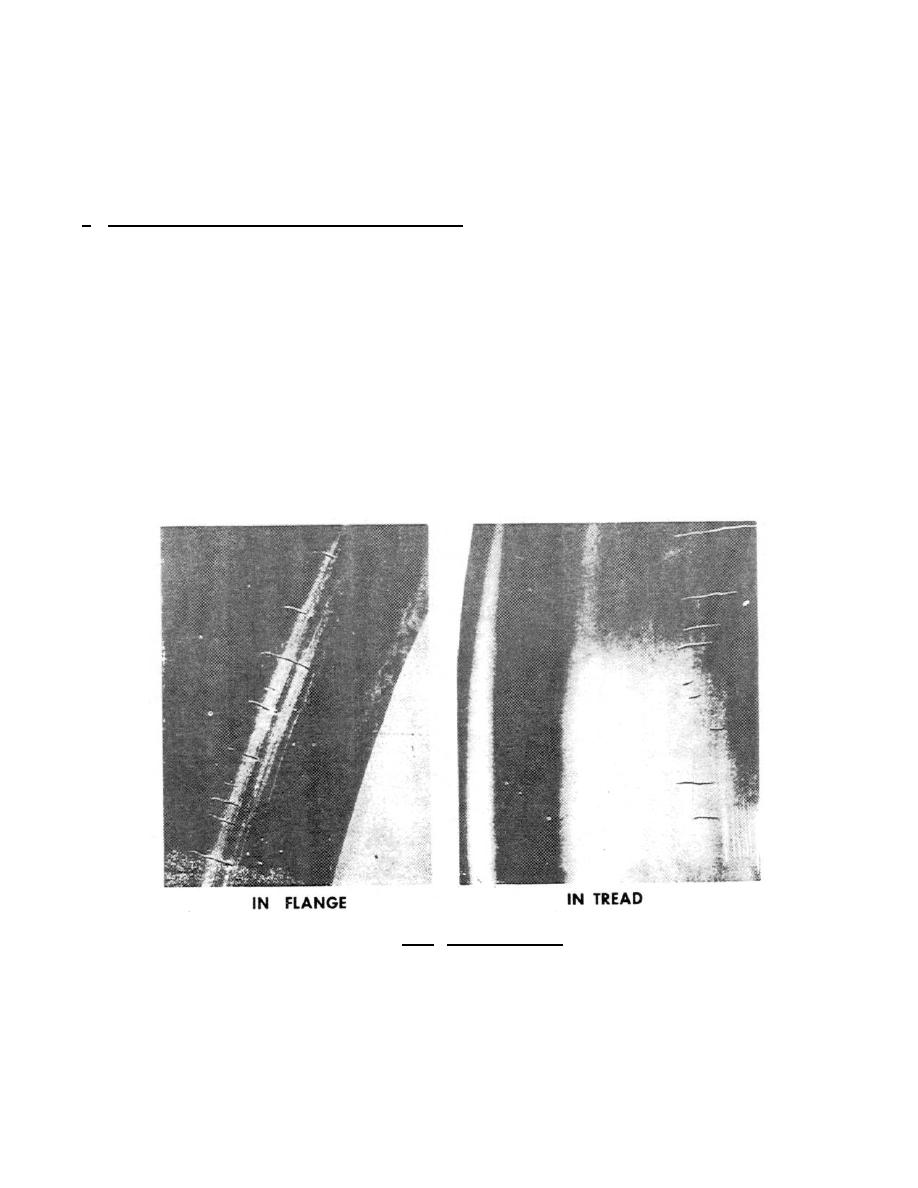
e. Thermal cracks (Rule 75--AAR symbol 75).
When intensive braking pressures develop high
temperatures in the wheel tread, thermal or transverse cracks can result. These cracks invariably run at right
angles to the tread and flange, and they can occur in both as shown in figure 2.17. Any wheel with this defect
must be removed from service, because there is no way of determining the size of the cracks in the wheel.
Thermal cracks in a highly stressed wheel can weaken the structure of the wheel to the point where it will fail.
Often pieces of metal between thermal cracks will fall out and resemble a shelled-tread defect. A roughing cut
should be made on a wheel with thermal cracks while it is being turned on a lathe. If the depth of the roughing
cut exceeds the depth of the cracks, the wheel should be completely turned down and the tread and flange re-
stored to original contour. If the roughing cut has to be deep enough to reach the wear limits of the wheel before
the depth of the thermal crack is reached, the wheel must be discarded.
Figure 2.17. Thermal Cracks.
24

 Previous Page
Previous Page
