
TM 55-203
(d) Return spring ((14), fig 8-22) returns the
piston and slide valve from retarded recharge to normal
recharge position.
(e) Slide valve spring ((15, fig 8-22) holds the
service slide valve to its seat.
(f) Graduating valve spring ((17), fig 8-22)
holds the graduating valve to its seat.
(g) Check valve spring ((6), fig 8-23) holds the
limiting valve check and backflow check to their seats.
(h) Check valve springs ((8), fig 8-23) hold the
auxiliary and emergency reservoir release check valves
to their seats when the release valve plunger is down.
(i) Duplex release valve plunger spring ((17),
operating rod is released, so that reservoir release
check valves can return to their seats.
(j) Spring identification.
The following
tabulation gives the Westinghouse Airbrake data
necessary to identify each of the springs described.
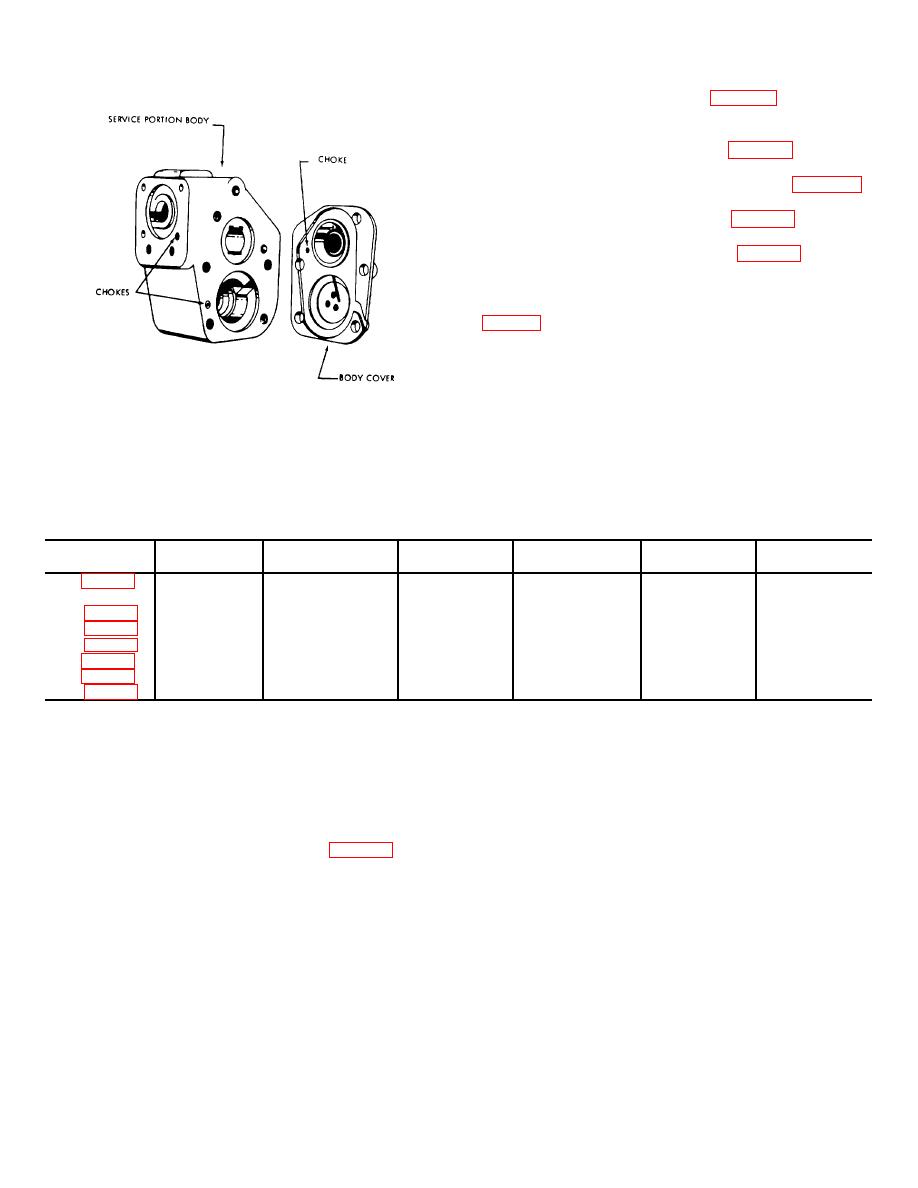
Figure 8-20. Location of chokes in service portion
body and cover.
Table 8-1. Spring Identification AB Service Portion
Approximate
Approximate
Approximate
Approximate
Reference No.
Part No.
O D.
dia wire
free height
No. turns
Material
8, fig 8-21
A96026
31/64"
.047"
1 9/32"
10
Steel
5, fig 822
A95023
1 9/64"
.125"
3"
10 1/2
Steel
12, fig 8-22
A501006
13/16"
.062"
2 13/32"
11
Steel
14, fig 8-22
A95026
1 27/32"
.156"
3 45/64"
8 Steel
17, fig 8-22
A93940
5/32"
.020"
21/32"
12
PH. Bronze
6, fig 8-23
A94852
15/32"
.035"
15/16"
7
PH. Bronze
8, fig 8-23
A93972
9/16"
.057"
1 15/32"
8
Steel
17, fig 8-23
A95025
59/64"
.098"
2 15/16"
10
Steel
(3) Inspection and lubrication of choke fittings.
Remove burrs from all ports in the slide valve seat. Do
Check all choke sizes ((1) above). Coat threads of
not enlarge the ports when removing burrs.
choke fitting' lightly with a compound consisting of one
s
(d) Clean all parts with an organic solvent
part graphite and two parts oil (SAE-20) by weight.
type of cleaner to remove all dirt, oil, gum, or grease.
Make sure the chokes are replaced in the same location
Do not use an alkaline cleaning solution. Lubricate the
from which removed.
entire surface with one drop of lubricating oil (SAE-20).
(5) Inspection and lubrication of graduating
(4) Inspection and lubrication of slide valve
valve
(a) Remove slide valve ((16), fig 8-22) from
service piston (22). Check retaining pin holes in slide
(a) Check the lengthwise clearance of the
valve and slide valve pin tube for excessive wear.
graduating valve (20, fi 8-22), in the piston assembly.
(b) Remove shoulders or roughness on
The lengthwise clearance must be not less than, 0.004
slide valve by facing with No. FF-280 Carborundum
inch.
cloth placed on a lapping plate. Then finish slide valve
(b) Check graduating valve seat in the body
on lapping plate, using flour of emery as an abrasive.
and lap seat using H-40 fine Carborundum compound or
(c) Recondition slide valve seat in body
an approved metal polish.
with lapping stick faced with No. FF-280 Carborundum
cloth placed on the underside of the lapping stick tool.
8-23


 Previous Page
Previous Page
